


Präzisions-Stanzeinsatz
Shenzhen Xincheng Precision Technology Co., Ltd. ist auf die ultrapräzise langsame Drahterodierbearbeitung, das Profilschneiden im Mikromaßstab, die Präzisionsbearbeitung von Wolframkarbid und die Herstellung von Präzisionsformkomponenten spezialisiert. Das Unternehmen ist mit hochpräzisen langsamen Drahterodiermaschinen wie Sodick AP250L und Seibu MM35HP sowie automatischen Inspektionssystemen der IM-Serie von Keyence ausgestattet. Dadurch sind wir in der Lage, höchst anspruchsvolle, hochpräzise Mikrobearbeitungsprojekte durchzuführen und Ihnen hochwertige Präzisions-Stanzeinsätze zu liefern.
Anfrage absenden
Produktbeschreibung
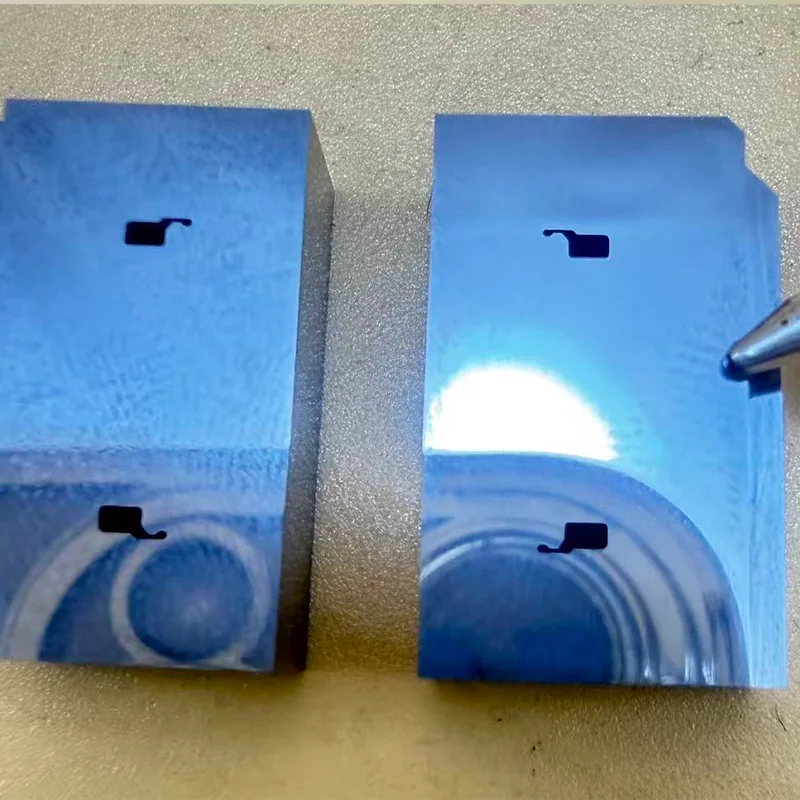
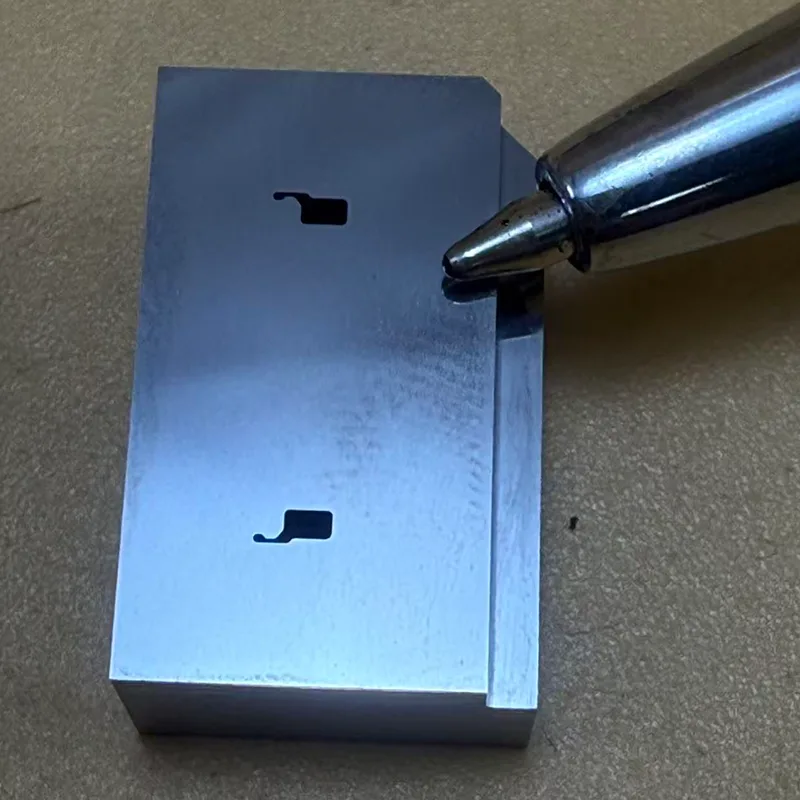
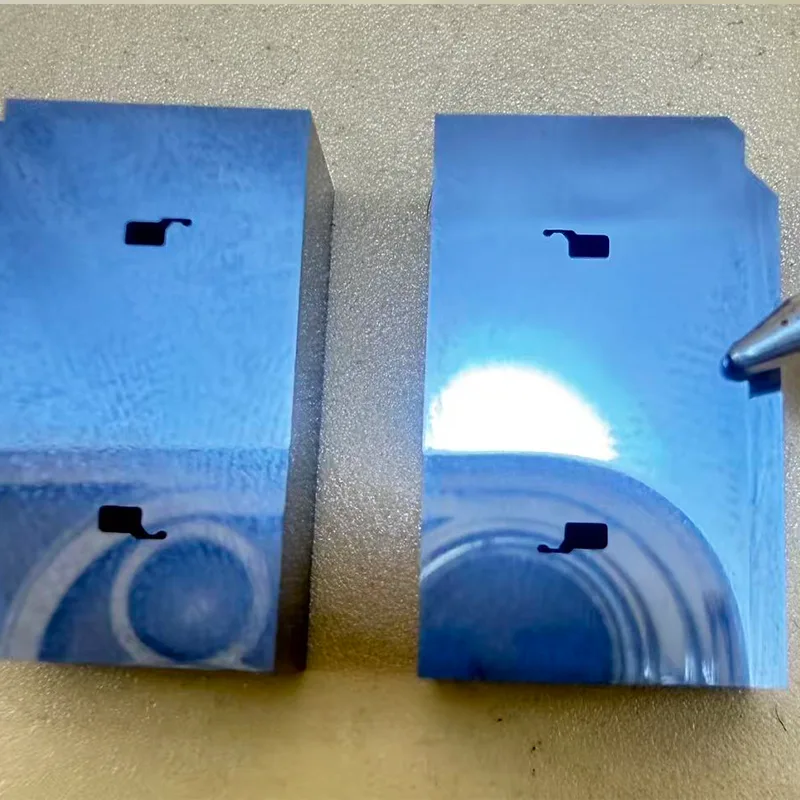
In dieser Fallstudie wird ein Projekt zur ultrapräzisen langsamen Drahterosion für einen High-End-Präzisionsstanzeinsatz beschrieben. Der Einsatz besteht aus KD20-Sinterhartmetall (Wolframkarbid) mit einer Materialhärte von HRA 90–92; Es stellt ein typisches Beispiel für ein ultrapräzises Formbauteil mit hoher Härte und hoher Sprödigkeit dar. Die Geometrie des Produkts umfasst komplizierte Mikroprofile, gerade Schneidkanten ohne Konizität und komplexe präzisionskonische Strukturen. Diese Einsätze werden häufig in den Bereichen Steckerformen, IC- und Halbleiterformen, Präzisionshardware für neue Energieanwendungen und hochwertige elektronische Stanzwerkzeuge eingesetzt.
Bearbeitungsparameter
|
Artikel wird bearbeitet |
Parameterdetails |
|
Werkstückname |
Präziser Stanz- und Schneidkanteneinsatz |
|
Verarbeitungsausrüstung |
Sodick AP250L Drahterodiermaschine |
|
Elektrodendrahtdurchmesser |
0,05 mm ultrafeiner Kupferdraht |
|
Verarbeitungstechnologie |
1 Grobschnitt + 8 Endbeschnitt |
|
Prüfgeräte |
Keyence IM-1220 Automatisches Bildmessgerät |
|
Werkstückmaterial |
KD20 Wolframkarbidlegierung |
|
Materialhärte |
HRA 90–92 (ca. HRC 69–72) |
|
Maßtoleranzkapazität |
±0,001 mm |
|
Externe Bearbeitungsmethode |
Kombinierter Massivschneid- und Schleifprozess |
|
Gerade Klingenstruktur |
2 mm Höhe, 0° Zero Taper gerade Klinge |
|
Konische Schneidstruktur |
0,5°-Vollkreis-Rohlingkegelschneiden im unteren Bereich |
Anforderungen an den Kernbearbeitungsprozess
Das Außenprofil wird mit einer kombinierten Schneid- und Schleifstrategie bearbeitet, um sicherzustellen, dass die Bezugsmaße in einem einzigen Arbeitsgang genau festgelegt werden, wodurch die Gesamtgenauigkeit der Montage und die Bezugskonsistenz verbessert werden.
Die Innenkavität weist eine einseitige Bearbeitungszugabe von +0,005 mm auf. Durch mehrere Endbearbeitungsdurchgänge werden die Abmessungen schrittweise angenähert, um thermische Effekte und Maßabweichungen zu minimieren.
Die innere gerade Schneidkante mit einer Höhe von 2 mm wird streng kontrolliert, um eine Verjüngung von 0° (Null) beizubehalten, wodurch eine hervorragende Qualität der Stanzschnittoberfläche und eine gleichbleibende Schnittkantenqualität gewährleistet werden.
Der untere Abschnitt der Schneidkante weist über den gesamten Umfang eine Verjüngung von 0,5° (Freiwinkel) auf, um die Stabilität des Schrottauswurfs bei kontinuierlichen Stanzvorgängen zu verbessern.
Jedes Werkstück wird mit einem vollautomatischen Bildmesssystem Keyence IM-1220 einer vollständigen Dimensionsprüfung unterzogen, wodurch ein geschlossenes Kontrollsystem zwischen Bearbeitung und Prüfung entsteht.
AP250L + 0,05 mm Draht + 1 Rohschnitt / 8 Fertigschnitt-Prozesskontrolle
Die Bearbeitung erfolgt mit ultrafeinem 0,05-mm-Kupferdraht, was äußerst hohe Anforderungen an die Stabilität der Ausrüstung, die Kontrolle elektrischer Entladungen und die Kontrolle der Drahtspannung stellt.
Während des Bearbeitungsprozesses wird eine Strategie zur schrittweisen Reduzierung der Entladungsenergie bei jedem Endbearbeitungsdurchgang angewendet. Dabei handelt es sich um einen Schruppdurchgang, gefolgt von acht Schlichtdurchgängen mit extrem niedriger Energie, um die innere Restspannung im KD20-Wolframkarbidmaterial schrittweise abzubauen. Mehrere Endbearbeitungsdurchgänge reduzieren effektiv die Dicke der von der elektrischen Entladung betroffenen Schicht, verbessern die strukturelle Integrität der Schneidkante und verlängern die Verschleißfestigkeit und Lebensdauer der Klinge.
Die energiearme Pfadkompensationssteuerung wird auf Mikrobereiche angewendet, um das Risiko eines Überschneidens an winzigen Ecken und einer thermischen Beschädigung feiner Strukturmerkmale zu minimieren.
Bei längeren Bearbeitungsvorgängen liegt die Priorität auf der Aufrechterhaltung der Stabilität der Drahtspannung und der Gleichmäßigkeit der elektrischen Entladung, um das Risiko von Drahtbrüchen, Absplitterungen an den Ecken und Maßabweichungen zu verringern.
Nach acht Schlichtdurchgängen erreicht die Schneidkante ein gratfreies, kollapsfreies und hochglanzpoliertes, spiegelähnliches Finish.
Herausforderungen bei der Bearbeitung von Mikrostrukturen
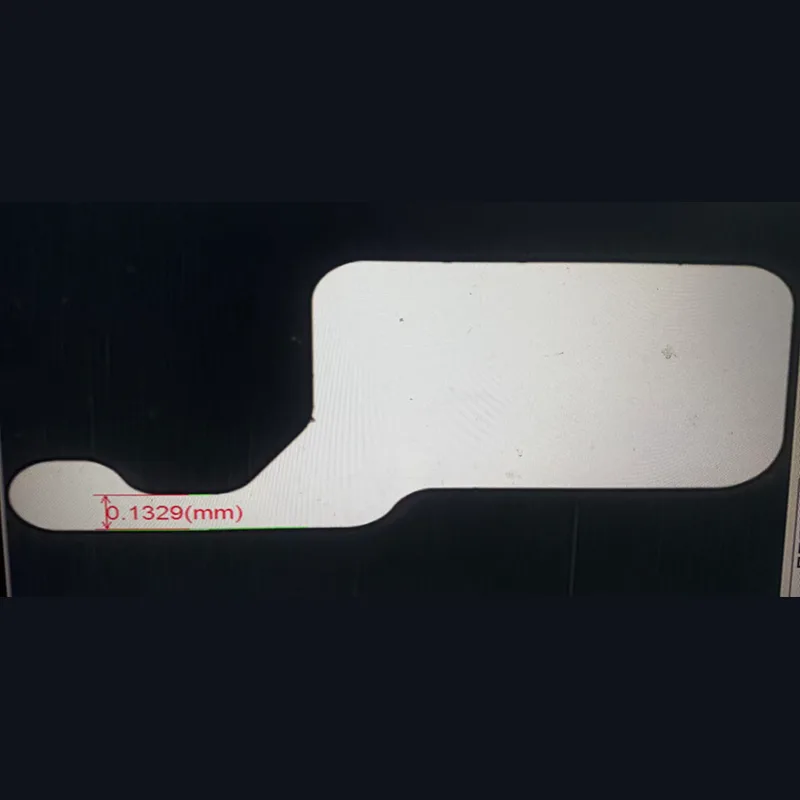
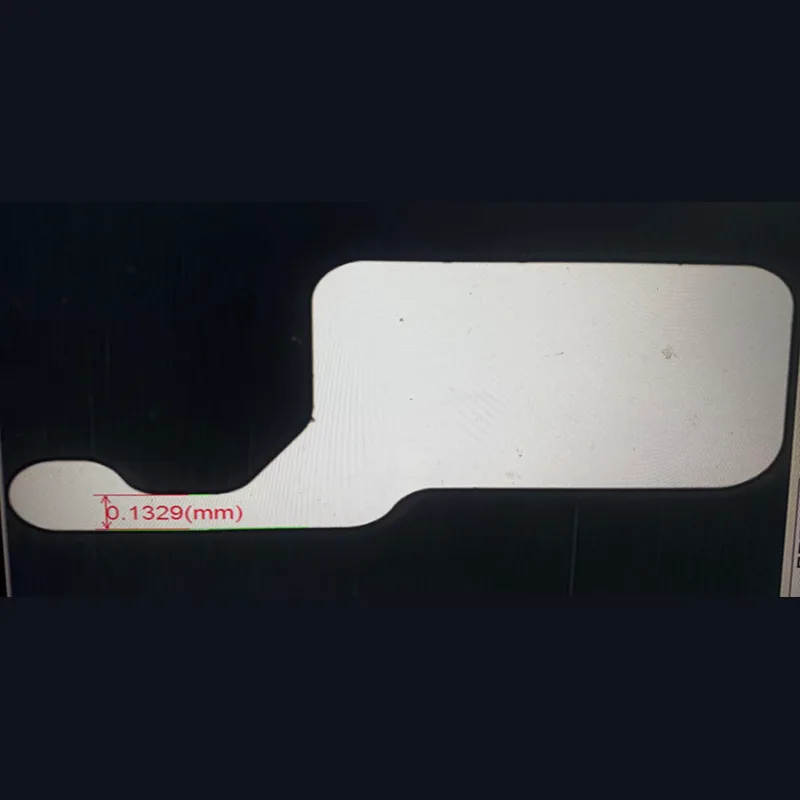
Der Precision Stamping Stanzeinsatz ist ein typisches Beispiel für eine ultrapräzise, mikroskalige und komplexe Geometriestruktur. Das Werkstück zeichnet sich durch ultrakleine Innenecken, mikrofeine Schneidkanten, ultraschmale Schlitze und komplexe konische Schneidgeometrien aus, wobei feinste Strukturmerkmale etwa 0,1329 mm messen. Das aus KD20-Wolframkarbid gefertigte Werkstück – ein Material, das sich durch hohe Härte und inhärente Sprödigkeit auszeichnet – stellt äußerst strenge Anforderungen an die Kontrolle der Entladungsenergie, die thermische Stabilität, die Wegkompensation und die Steuerung des synchronisierten Kegelschnitts. Dies ist besonders wichtig, wenn ultrafeiner 0,05-mm-Kupferdraht verwendet wird, bei dem selbst die geringste Schwankung der Drahtspannung die Integrität der Schneidkante und die Dimensionsstabilität des Teils beeinträchtigen kann.
Kontrollierte Bearbeitungsumgebung mit konstanter Temperatur
Während des hochpräzisen Drahterodierprozesses mit langsamem Vorschub wird die Werkstattumgebung auf einer konstanten Temperatur gehalten. Durch die strenge Kontrolle der Umgebungstemperaturschwankungen werden Wärmeausdehnungsfehler und Maßabweichungen, die typischerweise bei längeren Bearbeitungsvorgängen auftreten, wirksam minimiert. Dies gewährleistet eine gleichbleibende Maßhaltigkeit über die mehreren Endbearbeitungsdurchgänge hinweg und erfüllt so die Anforderungen an die Ultrapräzisionsbearbeitung mit einer Toleranz von ±0,001 mm.
Qualitätskontrolle und Inspektion mit dem IM-1220
Ein vollautomatisches Bildmesssystem IM-1220 von Keyence wird eingesetzt, um automatisierte Scaninspektionen im Mikrometerbereich durchzuführen und so potenzielle Fehler im Zusammenhang mit manuellen Messungen effektiv zu eliminieren.
Zu den wichtigsten Prüfparametern gehören: die Abmessungen der Innen- und Außenkonturen, einseitige Bearbeitungszugaben, die Rechtwinkligkeit des 2-mm-Schneidkantenabschnitts, der 0,5°-Kegelwinkel und die Oberflächenbeschaffenheit der Schneidkante.
Das Inspektionssystem ist in der Lage, Toleranzen bis zu ±0,001 mm zuverlässig aufzulösen und generiert automatisch digitalisierte Qualitätsprüfberichte.
Durch die Nutzung der aus den Prüfdaten abgeleiteten Rückmeldungen können Bearbeitungsparameter und Kompensationswerte weiter optimiert werden, wodurch ein Regelsystem geschaffen wird, das die Bearbeitungs- und Prüfprozesse nahtlos integriert.
Modernste Qualitätskontrolle
Durch mehrere Stufen der Präzisionsbearbeitung mit extrem niedriger Energie bleibt die endgültige Schneidkante scharf, gratfrei, ohne Kantenkollaps und frei von Brandflecken. Gleichzeitig minimiert dieser Prozess effektiv das Risiko einer Ansammlung von Entladungstexturen und mikroskopischer Kantenrisse, wodurch die Qualität des geprägten Querschnitts verbessert und die kontinuierliche Lebensdauer des Präzisionsstanzeinsatzes verlängert wird.
Anwendbare Felder
• Präzisions-Stanzwerkzeuge
• Steckerformen
• IC-Halbleiterformen
• Präzise medizinische Komponenten
• Präzise elektronische Stanzwerkzeuge
• Präzisionshardware für neue Energieanwendungen
Hot-Tags: Präzisionsstanzeinsatz, China, Hersteller, Lieferant, Fabrik
Verwandte Kategorie
Teile für die Drahterodiermaschine
Teile für Metallstanzwerkzeuge
Präzisionswerkzeugvorrichtungen
CNC-Mechanikteile
CNC-Drehmaschine
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.





